El 16 de junio de 2019, en un portal de ingeniería industrial se publicó Balanceo de Líneas, donde se cita al Dr. Eliyahu Goldratt, diciendo “Una hora perdida en el cuello de botella, es una hora perdida en todo el sistema”, pero en el artículo faltó analizar las líneas como sistemas.
La conclusión de ese artículo es que balancear líneas de fabricación o ensamble reduce los costos unitarios, y dice además que “El balance o balanceo de línea es una de las herramientas más importantes para la gestión de la producción, dado que de una línea de fabricación equilibrada depende de la optimización de ciertas variables que afectan la productividad de un proceso, (…)”
En el presente artículo iniciaré la exposición precisamente desde la frase del Dr. Goldratt, quien hizo diversos experimentos para demostrar que balancear las capacidades en una línea reduce la productividad del sistema, incrementando el costo de producción.
Líneas de fabricación o ensamble como sistemas
Un sistema es un conjunto de elementos interdependientes con un propósito. Una línea de fabricación o ensamble se ajusta a esta definición: cada estación de trabajo es dependiente de otra y entre todas tienen el propósito de crear un producto a partir de materia prima.
Una de las características principales de un sistema es que se requiere de la sincronización de todas las partes para que se produzca el resultado. En este sentido, la producción de un producto es un resultado emergente del sistema como un todo. Ninguna de las partes es capaz de producirlo por sí misma, ni siquiera un subconjunto de ellas. Esto es fácil de demostrar. Si lo anterior fuera cierto, ese subconjunto es nuestro sistema y el resto sobra.
En este sentido, necesitamos a todas las partes para que se genere el producto. Esto era obvio, sin embargo lo que no es tan obvio es entender cómo logramos la máxima productividad de un sistema.
En la realidad existe la variabilidad
Para hacer la demostración requerida para refutar el citado artículo, empezaré por establecer un hecho de la realidad. El tiempo de proceso de una unidad en una estación de trabajo es un tiempo dentro de un rango, no es una cantidad específica de minutos.
Por ejemplo, cuando en una estación decimos que un producto demora 2 minutos, sabemos que eso es un promedio, pero que podría ser 1 minuto o 5 minutos.
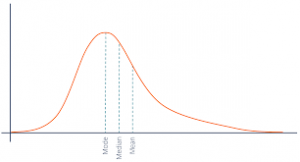
Respecto de los tiempos de proceso sabemos que tienen una asimetría marcada hacia la derecha. Vea el siguiente gráfico:

Al hacer nuestras mediciones de tiempos de proceso en una estación de trabajo, considerando el proceso de partes idénticas, después de un gran número de casos obtenemos una tabla de resultados con una gran dispersión.
Nunca se pudo procesar en 0 segundos o menos, lo que era evidente. En unos pocos casos se logró el proceso en 50-70 segundos, la mayoría de los casos está entre 70 y 120 segundos, pero no pocos casos están en el rango entre 120 y 250 segundos. En realidad, vemos que la mitad de los casos está en el último rango.
En mi experiencia de más de quince años, este gráfico representa la realidad de la gran mayoría de los procesos en todo tipo de fábricas.
Aunque sé que existe una diferencia entre la mediana y la media (o promedio), usaré el promedio para simplificar. Y podemos decir que un proceso tiene una probabilidad de 50% de estar funcionando en su promedio o más rápido. Esto lo usaré a continuación en la siguiente demostración.
Efecto de la dependencia de los procesos
La variabilidad afecta a todos los recursos. Vamos a distinguir la variabilidad por causas comunes de la que tiene causas especiales. Las causas especiales son todas esas que son identificables fácilmente, por ejemplo, un corte de energía.
Las causas comunes son muchas y variadas, y para todos los efectos prácticos, las causas que detienen a un proceso no necesariamente afectan a otros procesos. Por lo tanto, la productividad de un proceso en un instante puede estar por encima de su promedio mientras que la de otro está por debajo.
Consideremos ahora una línea genérica (de fabricación o de ensamble):
Tenemos una dirección de flujo y sabemos que un recurso no puede procesar nada si no ha recibido material desde el anterior.
Diseñemos nuestro proceso para que produzca 10 unidades por hora. Después de un rato, el proceso ya está en régimen y todos los recursos están procesando lo que pueden.
Veamos qué pasa si balanceamos la línea, es decir, todos los recursos tienen una capacidad promedio de 10 u/h (o un tiempo promedio de 6 minutos por unidad).
Ya sabemos que la probabilidad de producir 10 u/h o más es un 50%. Miremos lo que ocurre en los dos primeros recursos en las tres primeras horas:
|
Periodos
|
Recurso 1
|
Recurso 2
|
Producción total
|
|
Primera hora
|
7 u/h
|
15 u/h
|
7 u/h
|
|
Segunda hora
|
14 u/h
|
6 u/h
|
6 u/h
|
|
Tercera hora
|
9 u/h
|
9 u/h
|
9 u/h
|
A pesar de que en promedio cada uno de los recursos si es capaz de hacer 10 u/h, al combinarlos en cada periodo, al no sincronizarse las capacidades, se cumple lo que decía el Dr. Goldratt: el sistema se mueve al ritmo del más lento.
¿Acaso no sabíamos esto ya? ¡Claro que sí!, pero el balanceo de capacidad, que es una de las técnicas enseñadas en muchos cursos universitarios, ignora el efecto sistémico de la combinación.
Al extender este efecto al resto de los recursos, podemos fácilmente ver que la probabilidad de que una línea balanceada produzca a la velocidad promedio de diseño es aproximadamente 0.5n, siendo n el número de recursos encadenados en la línea. En este caso, con 7 recursos, la probabilidad de lograr 10 u/h de producto terminado es ~ 0.8%, es decir, de un año de 300 días de trabajo, solo 2 se alcanzaría la productividad de diseño de la línea.
Mientras mejor sea el balanceo, peor el desempeño.
¿Qué le ocurre al costo al balancear las líneas?
De la conclusión anterior, ahora sabemos que tendremos un ~20% menos de productos terminados comparado con el plan original (o peor), por lo que todo el costo de producción asociado a operar la línea (descontada la materia prima) se dividirá en menos productos, lo que hará crecer al costo real unitario en 25% (o más).
Entonces, para reducir el costo unitario total (el único que es relevante) hay que lograr que el sistema maximice su productividad como un todo, y no la productividad de cada uno de los recursos.
¿Y si es una línea de montaje?
Normalmente uno ve fábricas donde los recursos están aislados unos de otros y el material (WIP por work in progress) debe trasladarse de un centro a otro. Pero con la idea de acelerar el proceso, y siguiendo el modelo atribuido a Ford, algunas líneas se disponen de un modo donde no hay espacio para acumular WIP y toda la línea avanza al mismo tiempo.
Ahora que ya sabe lo que ocurre al balancear una línea, mire lo que ocurre con una línea de montaje ¡aunque no esté balanceada!
Al no poder acumular WIP entre recursos, la línea completa avanza al ritmo del más lento. Pero, ¿cuál es el más lento? Miremos nuevamente el gráfico:
Hacia el lado derecho tenemos “la cola” de la distribución, y ya vimos que no es para nada improbable que un recurso esté en ese ciclo productivo.
A diferencia del caso general, donde el poco WIP que se puede acumular sí le permite a algunos recursos amortiguar algo el efecto de la dependencia, en el caso de la línea de montaje esto no es posible. En este caso, la línea completa se mueve al ritmo del recurso que esté operando en su cola.
Si uno tiene 7 recursos acoplados, ya sabemos que la probabilidad de que al menos uno esté en la cola es 99%. Si la línea tiene algunas decenas de estaciones (como son las ensambladoras de productos voluminosos, como automóviles), es seguro de que están operando muy por debajo de sus posibilidades.
En una línea de montaje se vuelve increíblemente relevante reducir la variabilidad, lo que lleva a la empresa a un maremagnum de proyectos de mejora que cuestan mucho tiempo y dinero. Y tampoco se logra eliminar las colas de la distribución. Parece una tarea sisífea mejorar la productividad.
Hasta Elon Musk se arrepiente de tanta automatización en la línea de Tesla, aunque no estoy seguro de sí advirtió ya el efecto que acabo de describir o tiene otras razones, pero ve que sus resultados están por debajo de lo planeado.
La solución es encontrar al recurso que sea la restricción de todo el sistema (tenga la menor capacidad promedio) y aislarlo, permitiendo que se acumule WIP antes y después. Esto elevará bastante la productividad total del sistema. Y sí, me doy cuenta de la inversión que se requiere para modificar layout, pero con un incremento de tan solo 10% en productividad total, estoy seguro de que ese proyecto es rentable.
“Si no balanceamos la línea, hay mucho desperdicio”
En nuestro ejemplo, supongamos que el tercer recurso es nuestra restricción, el que tiene una capacidad promedio de 10 u/h, y el resto tiene 20 u/h o más.
Primero aclarar que el doble no es una exageración. La capacidad de la línea para recuperarse cuando hay bajas, o en otras palabras, para absorber la variabilidad, depende de esta capacidad extra. Si es poco el exceso respecto de la restricción, todavía tenemos un problema con la variabilidad. En mi experiencia, esta capacidad extra, que en jerga de Teoría de Restricciones (TOC) se llama capacidad protectiva, debe superar el 30-50% y a veces más.
Entonces vemos que si alimentamos a la línea con todo el material que es capaz de procesar el primero, en poco tiempo tenemos una acumulación intolerable de WIP en los pasillos de la planta, porque la restricción no es capaz de drenar ese WIP. De hecho, lo que ocurre es que uno tiene la sensación de que el cuello de botella se está moviendo dentro de la planta. Esto último es uno de los síntomas de lo contrario, de que hay capacidad en exceso. Y cuando hay exceso de WIP, son varios los efectos por los cuales se desperdicia capacidad, incluso en la restricción. Y aquí aplica la frase “una hora perdida en el cuello de botella, es una hora perdida en todo el sistema”.
Debemos controlar la cantidad de WIP para lograr que la restricción siempre tenga trabajo pero que no sea tanto que desperdicie capacidad. En otro artículo profundizaré en cómo se desperdicia capacidad con el exceso de WIP.
Este mecanismo de control de WIP debe liberar material a proceso al ritmo que dicte la restricción, por lo que todos los demás recursos tendrán tiempos ociosos. Pero estos tiempos ociosos no son reales desperdicios de capacidad; son en realidad tiempos de espera para que el sistema se sincronice al ritmo de la restricción. En jerga de TOC esto es un amortiguador, que es el mecanismo para lograr la máxima productividad.
Por eso he escrito que, muchas veces, las implementaciones de LEAN, entendidas como reducción de desperdicio, son enemigas de la productividad.
Además, un operario recibe el mismo sueldo si opera una máquina de mayor o menor capacidad. Por lo que el gasto en sueldo no cambia si uno tiene máquinas de más capacidad. Mire los precios de las máquinas y verá que aumentar al doble de capacidad no cuesta el doble de inversión.
Todos los tiempos que se generan así no son desperdicios, y son excelentes para practicar las 5S o para hacer el mantenimiento preventivo.
Ahora puede ser un buen momento para reformular el indicador de productividad. Si las órdenes de producción son las que se necesitan y no más, cuando aumenta el tiempo “ocioso” es signo de que aumentó la productividad.
“No sé, algo no me convence…”
Para demostrar el efecto del balanceo de línea le sugiero un experimento que puede hacer en su casa o con su equipo de trabajo.
Consiga 100 fichas y 7 dados, y arme una línea de producción con 7 estaciones. A cada estación se le asigna un dado, que será nuestra simulación de variabilidad. Note que el dado no es asimétrico, porque es uniforme entre 1 y 6, aunque puede ser que exagere la dispersión. Pero es un buen simulador de capacidad variable.
Si se hace la simulación de un día de trabajo, cada estación lanza su dado y produce como máximo el número que sacó. Si saca un 5 y tiene tres fichas, solo puede pasarle al siguiente 3 fichas. No se pueden usar las fichas que me van a pasar en el mismo turno. El primer recurso “produce” lo que sacó el dado porque tiene suministro ilimitado de fichas.
¿Cuánto es la capacidad promedio de un dado? Es el promedio de todos sus números. La suma es 1+2+3…+6 = 21 y eso dividido en seis da 3.5. O sea que cada estación tiene una capacidad promedio de 3.5 unidades/día. En 20 días deben ser capaces de hacer 70 unidades.
Para empezar el experimento en régimen, reparta 4 fichas a cada uno, y ahora hagan 20 días de producción.
Compare lo que obtuvo con las 70 unidades esperadas.
Este experimento ahorra horas de discusión y de demostraciones matemáticas, y es mucho más divertido. Después se pueden hacer variaciones para demostrar otras cosas, como que estar cambiando personas de un sitio a otro solo incrementa la variabilidad pero no consigue más capacidad.
Conclusión
Balancear la línea de producción solo reduce la capacidad total de la línea. Y peor todavía, la capacidad real es bastante menor que la planeada, por lo que va a incumplir en una gran proporción de los pedidos, además del obvio efecto sobre las ventas facturadas.

